Tel: +86-532-83130887 Email: eiffel@qdhaijia.net
Views: 0 Author: Site Editor Publish Time: 2026-07-16 Origin: Site
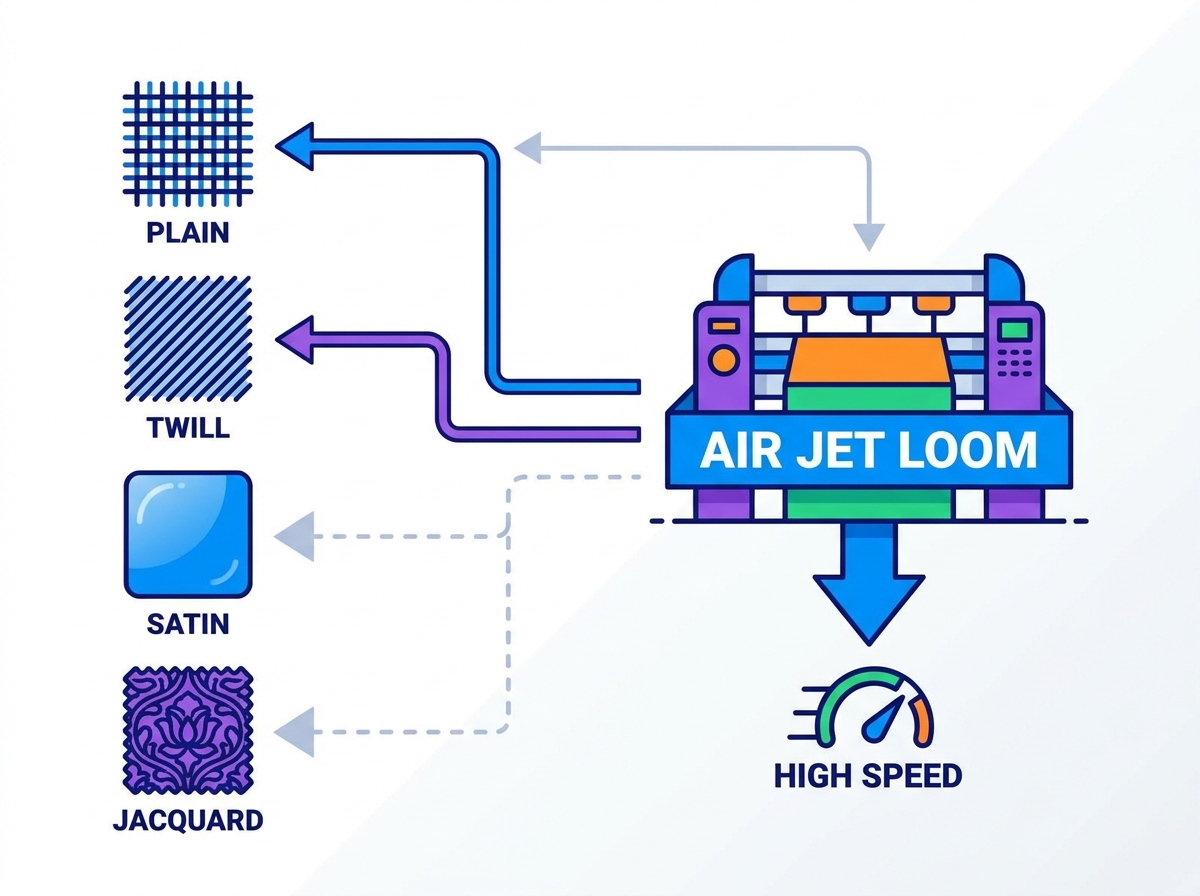
In commercial textile manufacturing, the profitability of a production run hinges on the precise alignment between fabric architecture and loom technology. Misjudging the weaving process for specific fabric structures—whether standard plain weaves or complex jacquards—results in excessive downtime, high defect rates, and compromised margins. Manufacturers often struggle to balance the demand for high-speed output with the mechanical limitations of handling delicate or intricate yarn interlacements. This guide provides a technical evaluation framework for matching plain, twill, satin, and jacquard fabrics with the appropriate weaving technology. We examine the performance, operational costs, and specific use cases of the air jet loom compared to alternative systems to ensure your weave room operates at maximum efficiency.
Speed vs. Complexity: Plain and standard twill weaves are highly optimized for pneumatic weft insertion, offering maximum throughput, whereas complex jacquards require specialized shedding mechanisms that may cap production speeds.
Air Jet Loom Sweet Spot: Ideal for high-volume, continuous production of uniform fabrics where yarn quality is consistently high; less suitable for highly variable, short-run novelty fabrics.
Cost of Operation: While offering superior weft insertion rates, pneumatic systems require significant infrastructure investments in compressed air generation and strict environmental controls.
Yarn Dependency: High-speed weaving processes demand superior yarn tensile strength to withstand rapid insertion forces, making raw material selection a critical factor in machine viability.
Table of Contents
Selecting the correct weaving technology requires a strict assessment of target production metrics on the factory floor. Facility managers must evaluate the Weft Insertion Rate (WIR), picks per minute (PPM), and overall machine efficiency (OME). High WIR directly correlates with increased output yield. However, pushing a machine to its maximum WIR demands robust yarn handling capabilities and flawless warp preparation. You cannot simply crank up the speed and expect good fabric if your sizing process is subpar.
You must also evaluate run lengths to determine equipment suitability. Continuous high-volume commodity production benefits immensely from pneumatic insertion speeds. When you have an order for 100,000 meters of standard shirting, speed is your primary profit driver. Conversely, short-run, high-margin specialty fabrics often require the mechanical flexibility of rapier systems. To break down the evaluation of run lengths, consider these operational phases:
Analyze the average yardage per style change over a six-month production cycle.
Calculate the downtime incurred during warp tie-ins and style changeovers.
Determine the frequency of weft yarn count changes required by your current order book.
Assess the acceptable waste margins for short-run specialty fabrics versus bulk commodity runs.
Fabric architecture dictates machine parameters. You must analyze warp and weft density requirements carefully before assigning a style to a specific loom. Tight fabrics, such as highly compact plain weave filter cloths, demand heavy beat-up forces. The sley must drive the weft yarn into a dense warp shed without deflecting. Loose or thick structures, like heavy-duty twill or industrial satin filter media, require precise tension control to prevent fabric distortion during the take-up process.
Shedding requirements also drive loom selection. Cam shedding suits simple weaves perfectly, offering high speeds with minimal maintenance. Dobby mechanisms handle intermediate textured patterns like honeycomb structures, requiring more mechanical linkages and slightly lower operating speeds. Electronic jacquard heads manage complex motifs that introduce texture without surface printing. Furthermore, consider downstream manufacturing. The choice of weave structure impacts post-weaving processing. Plain and twill weaves offer superior dimensional stability. They are significantly easier to cut and sew on the finishing floor than loose satin or intricate jacquard fabrics.
The pneumatic insertion process relies on precise fluid dynamics and timing. Main nozzles, relay nozzles, and profile reeds work in tandem to propel the weft yarn across the shed. The main nozzle provides the initial acceleration, pulling the yarn from the accumulator and launching it into the shed. Relay nozzles, spaced across the sley, fire in a precise sequence to maintain the yarn's velocity across the fabric width. The profile reed guides the airflow, creating a localized channel that prevents turbulence and ensures accurate pick placement.
The primary advantage of this system is raw speed. An air jet loom delivers unmatched production speeds for spun and continuous filament yarns compared to mechanical insertion methods. This rapid insertion drastically reduces the time required to complete a fabric roll, maximizing facility throughput. When properly tuned, the pneumatic system minimizes mechanical wear on the weft yarn, provided the air pressure settings match the yarn's specific mass and drag coefficient.
Pneumatic weaving requires specific yarn profiles for optimal performance. Cotton, polyester, viscose, and blended spun yarns with high uniformity excel in these machines. Smooth, consistent yarns interact predictably with the airflow. This predictable interaction minimizes mispicks, late arrivals, and machine stops. The yarn must have enough surface hairiness to catch the air, but not so much that it tangles in the main nozzle.
However, severe limitations exist when dealing with specialty yarns. Highly textured, excessively hairy, or extremely weak yarns disrupt airflow. They often break under the sudden pneumatic tension applied during the initial launch from the main nozzle. Operating high-speed looms with substandard yarn leads to frequent machine stoppages. Every stop creates a potential start-mark on the fabric, degrading quality and negating the speed advantages of the pneumatic system.
Yarn Type | Pneumatic Compatibility | Common Issues | Required Adjustments |
|---|---|---|---|
Spun Cotton (Combed) | Excellent | Lint accumulation in reed | Standard relay nozzle timing |
Continuous Filament Poly | Excellent | Static electricity buildup | Lower main nozzle pressure |
Bouclé or Slub Yarns | Poor | Erratic flight path, snagging | Not recommended for high speed |
Weak Carded Yarns | Fair to Poor | Frequent tension breaks | Reduce overall machine RPM |
Plain weaves require minimal harness movement. This mechanical simplicity allows the loom to operate at peak RPM without stressing the shedding motion. The optimal process fit combines cam shedding with pneumatic weft insertion. This configuration is ideal for high-volume casual wear, sheeting, shirting, and standard apparel fabrics. When you walk a weave room dedicated to plain weaves, the noise and speed are a testament to this optimized pairing.
Structural variations, such as basket weaves, also run efficiently on pneumatic systems. In industrial applications, manufacturers leverage tight plain weave settings for high-efficiency filtration fabrics and medical textiles. The uniform structure of a plain weave allows for consistent air pressure settings across the entire warp width. While pneumatic systems dominate this space, alternatives exist for specific niches. Water jet looms handle hydrophobic synthetics well, while projectile looms suit ultra-wide industrial textiles like geotextiles.
Twills require higher warp tension and denser packing to create their characteristic diagonal ribbing. This structure makes them ideal for structured outfits, including denim, gabardine, and heavy uniforms. The process fit typically involves cam or dobby shedding on pneumatic or rapier systems. The diagonal interlacement means the beat-up force must be substantial to pack the weft tightly against the fell of the cloth.
When adapting to pneumatic systems, the loom requires reinforced beat-up mechanisms to handle standard twills efficiently. The sley drive must be robust enough to prevent vibration at high speeds. However, heavy-duty industrial twills or exceptionally thick filter cloths may necessitate rapier looms. Mechanical insertion provides better tension control for highly dense, heavy yarns that might otherwise require excessive, inefficient air pressure to propel across a wide shed.
Satin requires careful handling of long yarn floats to prevent snagging and surface defects. This careful handling ensures a lustrous finish for elegant designs, high-end upholstery, and luxury bedding. Dobby shedding mechanisms provide the necessary warp control for these structures, allowing for the complex lifting sequences required to create the smooth satin face.
Pneumatic insertion provides gentle weft handling, avoiding the surface abrasion sometimes caused by rapier heads. This assumes the yarn is smooth and uniform. When weaving satin on high-speed equipment, operators must monitor warp-tension dynamics closely. If the warp tension is too loose, the long floats will sag, interfering with the air jet flight path and causing the weft to crash into the warp sheet, leading to massive fabric defects.
Jacquard designs require individual warp thread control. This creates intricate patterns that will not fade or wear out over time, providing a structural durability advantage over printed alternatives. The standard process fit integrates electronic jacquard heads with the base loom. This setup allows for limitless design possibilities, from complex floral motifs to detailed geometric patterns woven directly into the fabric structure.
While you can fit a jacquard head to a pneumatic base, mechanical limits bottleneck the operation. The complex shedding motion restricts the pneumatic insertion speed. The jacquard harness cords and springs simply cannot move as fast as a basic cam shedding motion. Facility managers must evaluate if the speed trade-off justifies the capital expenditure over a standard rapier-jacquard setup, which often provides better handling for the diverse yarn types typically used in complex jacquard designs.
Generating clean, dry compressed air requires significant electrical power. High energy costs are a daily reality for pneumatic weaving operations. Plant managers must calculate the break-even point accurately. The compressor room is often the largest consumer of electricity in the entire facility. You must factor in the cost of running rotary screw compressors, refrigerated dryers, and the associated cooling systems.
The increased PPM and overall output yield must offset the higher utility costs compared to mechanical insertion methods like rapier or projectile looms. If your looms are running at low efficiency due to poor yarn quality, you are wasting expensive compressed air on machine stops. Optimizing nozzle settings to use the minimum required CFM (Cubic Feet per Minute) for successful weft insertion is a critical daily maintenance task.
Style-changeover times impact overall facility efficiency and dictate how nimble your production can be. Pneumatic systems are generally less flexible for frequent yarn changes. Different yarn counts require precise nozzle adjustments, timing modifications, and pressure calibrations. If you switch from a heavy cotton weft to a fine polyester weft, the entire air delivery system must be retuned.
Mechanical insertion systems handle rapid style changes with less downtime. A rapier head grips the yarn mechanically, regardless of minor variations in yarn count or texture. This makes rapier looms preferable for short-run novelty fabrics where you might change styles several times a week. Pneumatic looms are built for long, uninterrupted runs where the setup time is amortized over tens of thousands of meters of fabric.
High-speed weaving impacts fabric quality if not properly managed. The sheer velocity of the operation means a minor issue can generate meters of defective fabric in seconds. Modern pneumatic systems utilize automatic pick repair systems and electronic weft detectors. These optical and piezoelectric sensors monitor the yarn's flight in real-time.
These technologies mitigate mispicks and broken picks in high-speed environments. If a weft yarn fails to reach the arrival sensor, the machine stops instantly, and the automatic repair system extracts the broken pick. This ensures high-grade fabric output even at maximum RPM, reducing the manual labor required for defect mending in the inspection department.
Inadequate compressor capacity poses a severe risk to the entire weave room. If the main air header pressure drops, every loom on the line will suffer from late weft arrivals and subsequent machine stops. Poor air quality, such as moisture or oil in the lines, leads to nozzle clogging and fabric staining. Oil on a white shirting fabric is a catastrophic defect that cannot be easily washed out.
To mitigate this, facilities must invest in high-efficiency rotary screw compressors sized appropriately for the total CFM demand, plus a safety margin. Refrigerated air dryers are mandatory to maintain a low dew point, preventing condensation in the air lines. Strict plant humidity controls are also required to keep the warp yarns pliable and reduce static electricity, which can interfere with the weft flight path.
High-speed pneumatic insertion exacerbates yarn breakages. If the raw material lacks adequate tensile strength or sizing quality, excessive machine stops occur. The initial blast from the main nozzle puts immense strain on the yarn. If the yarn has weak spots or thin places, it will snap before it even enters the shed.
Implement rigorous incoming yarn quality control using Uster statistics to monitor evenness and strength. Optimize warp sizing processes to ensure the warp sheet can withstand the abrasive action of the reed at high speeds. Maintain strict tension parameters on the warping and sizing machines to ensure uniform tension across the entire warp beam, keeping the looms running efficiently without constant operator intervention.
Selecting the right weaving process is essential for achieving the best balance between production efficiency, fabric quality, operating costs, and long-term manufacturing flexibility. By carefully evaluating fabric structure, yarn characteristics, production volume, and loom capabilities, textile manufacturers can improve productivity, minimize downtime, and consistently produce high-quality fabrics for a wide range of applications.
Working with an experienced textile machinery manufacturer is equally important for ensuring reliable production performance and sustainable business growth. Haijia specializes in advanced air jet looms, water jet looms, and intelligent weaving solutions. With innovative engineering, strict quality control, and comprehensive technical support, we help textile manufacturers optimize weaving efficiency, improve fabric quality, and increase production capacity for global textile markets.
Audit your facility's compressed air capabilities to ensure they meet the rigorous demands of high-speed pneumatic weaving without pressure drops.
Conduct an operational cost analysis factoring in local energy rates to determine the break-even point for pneumatic versus mechanical insertion.
Implement strict incoming yarn quality control protocols, prioritizing tensile strength and uniformity to minimize high-speed breakages.
Request trial runs with loom manufacturers using your specific yarn parameters to validate WIR and defect rates before committing to a fleet upgrade.
A: For high-volume plain weaves, an air jet loom is typically the best choice due to its exceptionally high weft insertion rate and suitability for simple cam shedding motions.
A: Yes, by integrating an electronic jacquard shedding mechanism. However, the complex, individual warp movements required for jacquard designs will limit the loom's maximum operating speed, negating some of the air jet insertion's speed advantages.
A: Twill weaving requires a different shedding setup, often dobby rather than basic cam, to create the characteristic diagonal rib. It also typically involves higher warp density, requiring more robust beat-up mechanisms on the loom.
A: Air jet insertion subjects the weft yarn to sudden, high-velocity aerodynamic forces. Weak, uneven, or excessively hairy yarns are prone to breaking or causing air turbulence, leading to machine stops and defects.
A: While capable of weaving satin, the primary disadvantage is setup inflexibility. Satin requires delicate handling of long floats. Frequent changes in yarn count require recalibration of air pressure and nozzles, causing significant downtime.
A: Air jet weaving consumes significantly more energy per operating hour due to the continuous demand for highly compressed, purified air. Rapier looms rely on mechanical energy. The air jet loom's higher production volume must offset this cost.
A: Plain and twill weaves are structurally stable, making them easier to cut and sew without edge fraying. Satin and jacquards, with their floating threads and complex structures, require specialized handling to prevent snagging during post-weaving assembly.